控機械有限公司 官網(wǎng)")

控 35年風雨砥礪前行不斷超越")
線切割在換向的時候高頻電流會停止,目的是防止在鉬絲不動時高頻對工件灼傷,影響工件表面光潔度。
那么在線切割換向的時候電壓表電流表不回零該如何解決呢?
首先我們先確定是不是電流表與電流表損壞,當電流表與電壓表損壞的話,那么不管是不是處于換向,電流表電壓表所顯示的度數(shù)肯定是不準的。

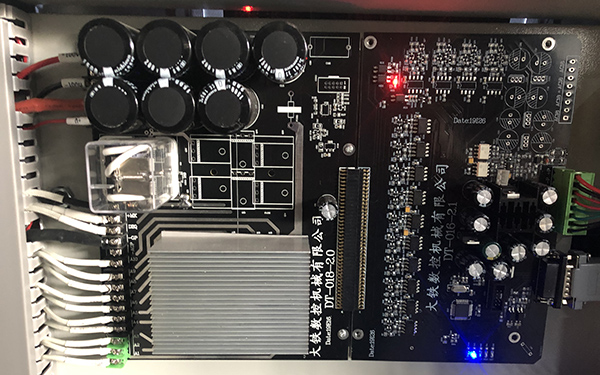
假如電流電壓表是好的,那么我們就要看一下功放板還有主振板是不是出了問題。因為高頻電流基本上是通過這兩塊板進行控制。常見比較多的就是功放板出了問題。這個問題建議直接找購買的廠家進行售后,因為每一個廠家對這兩塊的設計還有用的工藝都不一樣,畢竟線切割是線切割的核心。定義不一樣,那么損壞部件的維修方式也不一樣。
最后還可以看一下是不是機床的絕緣性沒了,一般機床使用久了,絕緣性沒有很容易高頻與機床某個地方造成短接,導致電流電壓表在開高頻后一直是一個通路的一個狀態(tài),自然而然及時換向也會存在電流表電壓表的度數(shù)。
以上就是線切割在換向時電壓表電流表不為零的一些常見問題與解決辦法。
小編也向大家推薦上面這款大鐵DK系列極速線切割機床,穩(wěn)定加工效率12000mm2/h,三年內(nèi)下降不超過5%,并且上一次鉬絲可加工40萬方。想了解的小伙伴點擊下方圖片,或者直接聯(lián)系大鐵24小時咨詢熱線18924551991,期待您的垂詢!

控機械有限公司 官網(wǎng)")