


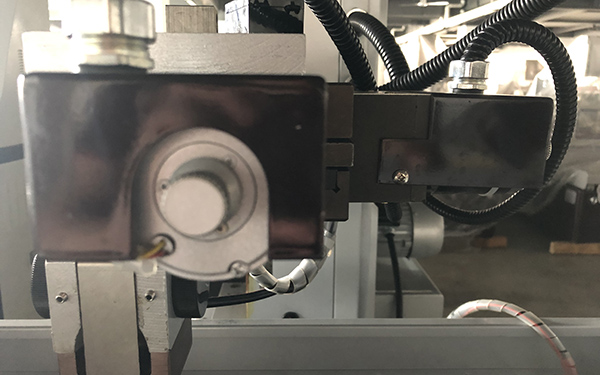
線切割機床調垂直,一般來說是指調鉬絲與工件之間的垂直。在調垂直之前我們首先需要一個校直塊,校直塊我們可以買,也可以自己用線切割機床割一個。
首先我們先在按下碰絲鍵。以大鐵數控線切割機床為例子,按了碰絲建議后,變頻器會降低鉬絲轉速,自動開高頻并減小電流。然后我們將校直塊放在工件上,要注意校直塊另一面需要凸出工件一些,防止將工件割傷。

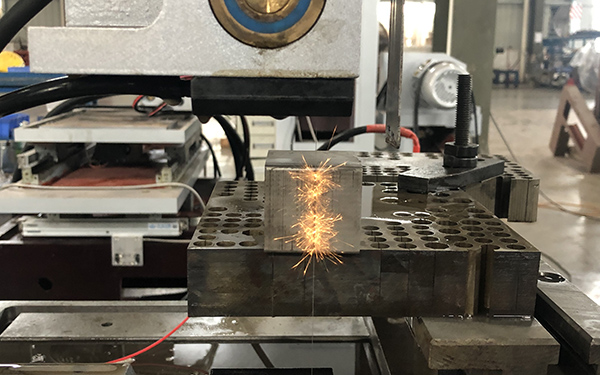
然后我們先調節其中一個軸的垂直,例如Y軸,移動Y軸使鉬絲觸碰校直塊,然后觀察校直塊上的火花,看看是否均勻分布。
假如不是我們可以通過調節錐度頭使火花均勻分布。調至萬Y軸再調直X軸,然后來回檢查兩條軸都調節完后,鉬絲在兩個方向上都是均勻分布的。
上面的方法是當我們沒有上眼膜時候的方法。假如上了眼膜就不能在去調錐度頭了的。因為眼膜的導向孔比較小。以大鐵數控標準眼膜舉例:它內部是含有陶瓷,紅寶石等貴重成分,導向孔只有0.192的直徑。假如調錐度頭,很容易將鉬絲還有眼膜拉傷。
調節裝有眼膜的線切割機床垂直,首先我們要按照上面方法,調節不裝眼膜時,鉬絲與工件的垂直,這個時候要通過肉眼觀察使鉬絲在出水板的中間。然后安裝下眼膜,通過調節水板位置使鉬絲垂直。然后再安裝上眼膜,同樣通過調節水板位置,這個時候只要裝上眼膜,決對不能在移動錐度頭了。
最后通過檢查兩條軸的垂直,鉬絲垂直就校好了。
以上就是線切割機床怎么調垂直,線切割機床調垂直圖文教程,小伙伴們學會了嘛。接下來小編向大家推薦一款大鐵DK系列極速線切割機床,穩定加工效率12000mm2/h,三年內下降不超過5%,并且上一次鉬絲可加工40萬方。想了解的小伙伴點擊下方圖片,或者直接聯系大鐵24小時咨詢熱線18924551991,期待您的垂詢!

