


線切割加工原理是工件為正極,電極絲為負極,兩者之間發生電腐蝕現象,對金屬等導電材料進行切割。
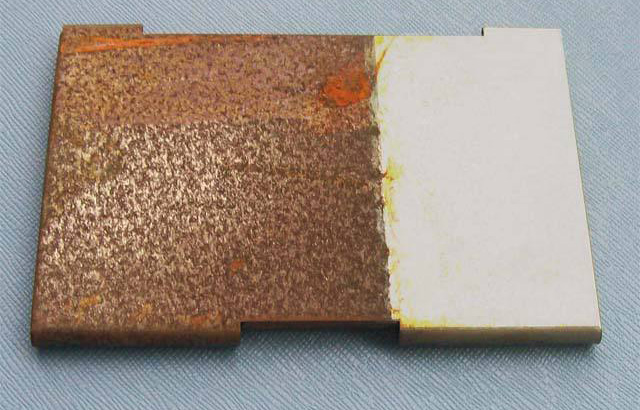
那么當工件生銹的時候,線切割就切割不動了,那么是什么原因呢?金屬生銹在化學上屬于氧化反應,也就是金屬與氧氣發生了化學反應,使材料發生了本質上的改變。以金屬鐵為例子,常態下的鐵是導電的,那么切割自然是不存在任何問題,而鐵一旦生銹了,那么它就會由鐵(Fe)變化成三氧化二鐵(Fe2O3),也就是我們說的鐵銹,鐵銹在固態的情況下是不導電的,那么自然也沒辦法進行切割。

那么怎么解決這個問題呢?這個就要看工件的生銹情況,假如是表面有一點點的銹斑,那么我們可以嘗試將短路回退設置反應時間長一點,那么電極絲在加工中,由于高速運轉,有可能會將表面的氧化層磨掉,從而進行正常加工,假如生銹情況很嚴重的話可以用砂紙將表面的銹鐵進行打磨,還有可以用電解除銹法進行除銹,正極接一塊不要的不銹鋼,負極接上生銹的工件,兩者都泡在碳酸鈉溶液里面通電,這樣就可以給工件除銹而又不會損壞工件。
當然較好解決這個問題的方法就是做好日常防銹處理,工件不生銹也不存在這個問題了。
